2025-05-23 智能化学会动态 0
一、反应设备的基本概念
在化工生产中,反应设备是实现化学反应、分离和处理物料的关键设施。它们的设计和选择直接关系到产品质量、安全性以及生产效率。
二、常见的化工反应器类型

混合器(Mixers):用于均匀混合多种成分,以便于进行化学反应或形成稳定的物质。

反应釜(Reactors):为各种化学反应提供空间,包括连续式和批式反映。其中,连续式反映适用于大规模工业生产,而批式反映则适用于小规模实验或特定条件下的操作。
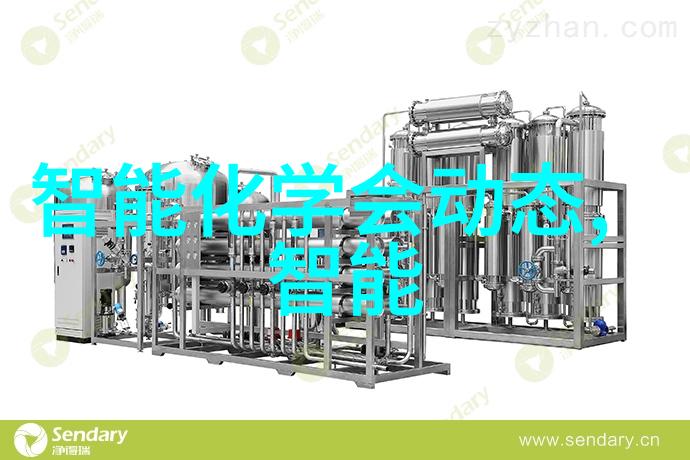
分离器(Separators):用来根据物理性质对物料进行分离,如蒸发塔、高压除油器等。
加热/冷却系统:通过加热或冷却来控制化工过程中的温度,为其他设备提供所需的温度环境。
三、特殊应用领域中的创新设计
生物工程与酿造行业:生物转录装置能够精确控制培养基成分及温度,与传统生物技术相比,更高效地促进微生物生长,从而提高产量和产品质量。
能源转换与储存:如燃气裂解炉可以将天然气转换为液态石油燃料,对于可再生能源利用具有重要意义;同时,还有电池组装机等,可以有效提升能量密度,推动新能源汽车产业发展。
四、新兴技术在改进现有设备上的应用
信息技术与自动化:随着互联网、大数据和人工智能等新兴技术的融入,使得现代化工厂变得更加智能、高效。例如,在控制系统中采用先进算法优化调节参数,为提高整体运行性能奠定基础。
绿色环保材料开发:使用环保材料制备相关部件,如铝合金耐腐蚀性好,便于清洁并减少污染,同时降低维护成本。
五、未来趋势与展望
随着科技不断发展,我们预计未来会出现更多高效能型、小型巧妙型及模块化设计的装置,这些都会极大地推动工业自动化水平向前迈进。此外,加强对环境影响评估,将成为未来的一个重要方向,以确保绿色循环经济模式得到实践。
六、本文总结
本文通过探讨不同类型及其特点,以及最新科技手段在现有设备改良方面取得的一系列成就,不仅展示了当前最前沿的人类智慧,也提出了我们面临挑战时应该采取什么样的策略去解决问题。在此基础上,我们相信未来的 化学 工艺将会呈现出更加精细、高效且可持续的地貌图。
下一篇:哪些行业最常使用干燥设备